I had a full week of workshops and 1-on-1 meetings set up for Semicon West, but … Due to the Korean crash, United canceled my Sunday flight and rebooks me for Tuesday night (I’m a million mile flier so imagine the service the peons got !) then my replacement Delta flight was cancelled on Monday again with no seats on flights into SF, Oakland or San Jose till late Tuesday. I finally concluded some things are simply not meant to be.
The Suss technology forum that I helped set up and was set to moderate went on without me so I’d still like to cover some of the materials that were presented there.
Lets look first at the material suppliers.
Lord
Le of Lord gave a presentation on their photo definable silica filled epoxy “solder brace” material which they propose to use as a final passivation in a standard WLP redistribution process.
We are shown data concluding that the “solder brace” shows better thermal cycling reliability (-40 to +125 C) and drop test results then an unidentified “PI” , but without clear understanding the identity of the PI and all the design dimensions involved (such as thickness of the screen printed epoxy vs the spun PI) it is hard to draw any substantial conclusions from the data.
Since screen printing is not a usual unit operation in a standard redistribution process this might be a barrier to acceptance for such a filled product.

Brewer
Science
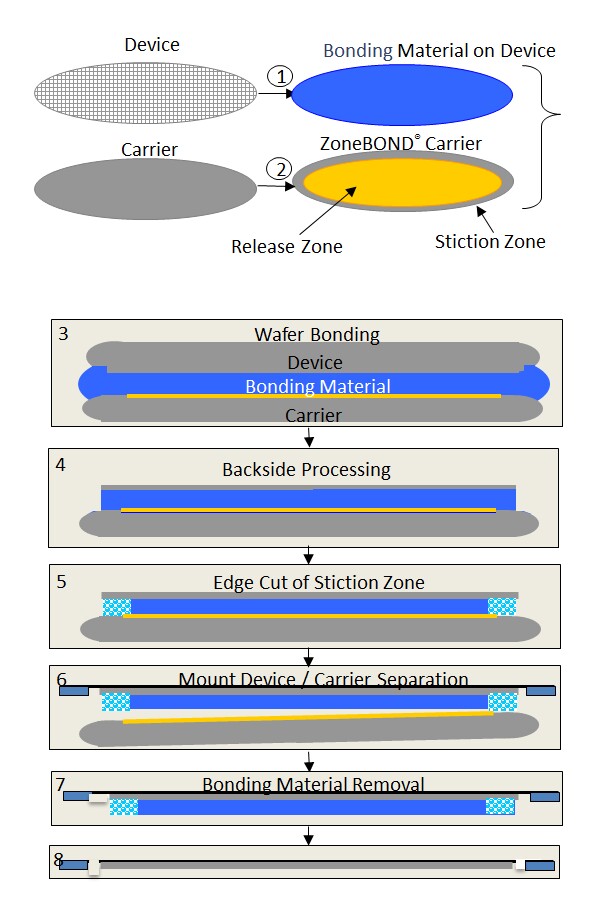
Smith of Brewer Science detailed the
separation technologies available for their ZoneBond Process. The temporary adhesive ring of the ZoneBond
process can be removed either by immersing the temp bonded wafer on a
perforated carrier in a solvent bath as shown below:

Or, by
trimming the narrow bonded ring post fabrication to release the device wafer,
where:
-
Debonding occurs at room temperature.
-
Separation occurs at the
carrier-to-adhesive interface, not the adhesive-to-device interface.
-
Device is mounted in the film frame
and is firmly supported on a vacuum chuck during debonding.
This allows
higher-temperature-capable adhesives
-
Thermally stable in bonded pair to
240°-260°C (depends on processing parameters)
Dow
Corning
Ho of Dow Corning presented their new silicone
based bi-layer temporary bonding solution. Their Bond/Debond Process Flow is
shown below.
- Spin-coat bi-layer (release and adhesive
layer)
- Room temperature bonding / debonding
- post-bonding cure on hot plate
- no plasma or lasers necessary
- fast mechanical debonding

Dow Chemical
Gallagher of Dow Chemical detailed their photo and laser
patternable plating resists and dielectrics for WLP and 3D TSV.
Their Novolac (positive) and Acrylate (negative) resists are
capable of a brad thickness range.

Their Cyclotene (BCB) dielectrics are laser patternable and
their Intervia (epoxy) dielectrics show excellent vertical sidewalls. They also
highlighted BCB as a temporary bonding solution which shows high thermal
stability during backside processing ( , 1% weight loss at 300 C per hr) and
clean RT mechanical peel-off debonding.
Suss
Lutter, of Suss, compared the temporary bonding solutions
that Suss supports focusing on the room temp mechanical debonding solutions.

The mechanical release at RT is described as follows:

Zonebond and several other solutions show excellent TTV (2-3um)
after thinning to 50um.

Flex frame tape is a key to good debonding and cleaning . The
principle of Suss debonding is shown below.

IEEE 3DIC
The IEEE’s premier 3DIC conference is on tap for the USA
again this year. The conference will be held in San Francisco the first week of
October. You can register here [link]
Lets take a look at the program:

Wednesday, October 2nd - Free Tutorials !
14.00
– 15.00 Tutorials: 3DIC - Prof. Mitsu
Koyanagi, Tohoku University
15.00
– 16.00 Tutorials: Design for 3DIC, Prof. Paul Franzon - NCSU
16.00
– 17.00 Tutorials: TSV and Interposer Design for High
Performance and Low Noise, Kim
- Kaist
17.00
– 18.00 Tutorials: Monolithic 3DIC, Zvi
Orbach
Thursday, October 3rd
08.30
– 09.45: Keynote Speaker: Prof. M. Taklo,
SINTEF, Title:” E Brains”
09.45
– 10.15: Invited Talk I “ 3DIC Activity at Tohoku “ Prof.
Mitsu Koyanagi, Tohoku University
13.00 – 13.30: Invited Talk II – “A
Perspective on Manufacturing 2.5/3D” Robert Patti, Tezzaron
17.00
– 18.00: Panel Session “Progress and Outlook for 3D ICs and 2.5D Systems -
Moderator:
Jan Vardaman, TechSearch
Friday,
October 4th
08.30
– 09.00: Invited talk III “The DARPA ICECool Program” Avi BarCohen,
DARPA
Hope
to see you all there ….
For all the latest in 3DIC and
advanced packaging stay linked to IFTLE…....













